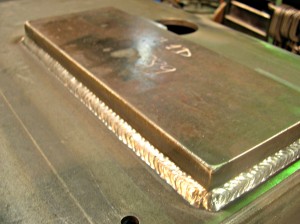
Good Looking Weld
March 20, 2013 - Author: don.ellisI know what a good weld looks like, and now you do to!
Comments are closed - Categories: Uncategorized
© 2013 Palatine Welding Company
- All rigths reserved.
I know what a good weld looks like, and now you do to!
Comments are closed - Categories: Uncategorized
The Metal Fabricator / Welder
3/2013
This person is a tradesman, is a craftsman, and is the person that will transform concepts from idea to reality.
The tools and equipment of this occupation are ones of which a lot of respect for knowledge of the proper and safe operation, must be paid.
The work is often times very physically demanding. The environment of which these workers perform can be hostile, and uncomfortable. The processes of the actual work can add to this discomfort.
The successful fabricator is a very organized and critical thinker. On paper a project can appear to be quite abstract. The fabricator has to have the ability to untangle the spider web of information displayed on 2 dimensional documents. Will the production of the project build into an inappropriate, unachievable corner? What is the best way to proceed to successfully accomplish a project? Will you build from the ground up, from the top down, from the inside out, or any other imaginable position in 3 dimensional spaces?
The processes of metals fabrication are numerous, and varied. The materials will need to be cut, drilled, machined, formed, joined, treated, polished, or finished, depending on the project.

Of all these processes however, it seems that the process of joining metals is the one that commands the most interest.
The bright white arc of light at the end of the welder stick or gun, with sparks shooting out from it is wondrous sight. A word of warning is in order here. Do not look at this light for any length of time with the naked eye. It is capable of causing damage or at least very uncomfortable pain to your eyes, even at a good distance.
The welder doesn’t pay too much attention to the sparks or even the bright light under his gun, unless of course a spark dances up onto an unprotected part of his clothing or his skin. These sparks can leave a small burn on the skin that all welders are fairly familiar with. Most of the time the welder can shake it off. Stopping will be detrimental to the weld being layed down. The thing that the welder is really looking at through his dark lens and the helmet that protects his eyes and his head is below that bright light in the weld zone. The welder will see the pocket his wire makes as it is fed forward and as it weaves back the pool of molten steel that fills the void. The welder will listen to the rhythmic smooth crackle the process makes. This is the sound that tells that the process is proceeding as it should. The weave in the weld is the welder’s signature.
There is a lot of pride to be taken in the work that is accomplished in this field. Seeing a pile of raw materials become an object of somebodies imagination is naturally satisfying.
Comments are closed - Categories: Uncategorized

Comments are closed - Categories: Uncategorized

Comments are closed - Categories: Uncategorized
This Ladder Tower in our shop is on it’s side. This is the Top Section of a 2 section assembly
Comments are closed - Categories: Uncategorized

Comments are closed - Categories: Uncategorized
Just finished up a S304 Stainless Steel Tank fabrication for a customer. This tank holds 1800 gal. of water, which weighs about 15000 lbs. The exterior walls are insulated and cladded with Aluminized materials.
The Customer wanted to fill it up to make sure it doesn’t leak, so we did.
It didn’t leak!
Welding technique, and Die testing the weld seams did what it was suppose to do.
Comments are closed - Categories: Uncategorized
When I tell people I’m in the welding business they seem to ask these question often;
1) What is Mig Welding?
2) What is Tig Welding?
3) What is the difference between them?
Lets start with what the initials mean.
MIG = Metal – Inert – Gas
TIG = Tungsten -Inert- Gas
First > What’s the same about them?
IG = Inert – Gas
In both cases a gas is fed thru a tube, “whip” to the welding zone. A gun at the end of the whip will have a copper cone that will concentrate the gas into an area that will cover the weld zone. This gas is a pure gas, or combination of gases that protect the weld from undesirable elements. In welding, undesirable elements would be oxygen, and moisture. It’s important to remember that if your gas cone is not close enough to the weld zone or you are in a windy environment that prevents the gas from completely covering the weld, that you will end up with poor quality welds.
What’s the difference?
MIG Welding is a more automated process. The “M” in MIG is the element that transfers the electric arc, and is also the filler material that adds molten metal to the weld zone. The metal is a wire fed thru the same whip as the gas is being delivered to vthe weld zone. This wire is pushed from a wire spool with a wire feeder that is activated when the welder pulls the trigger on the gun at the end of the whip. This trigger activates the flow of gas, wire, and electricity at the same time. The electric arc that melts the base material, (materials that are being welded), and the filler metal, (wire in the whip), is created when the grounded base metal comes in contact with the wire in the gun. Important: the electric arc needs to complete a circular circuit between the welding equipment and the material being welded. This is achieved by connecting a ground clamp from the welder to any conductive metal object in contact with the object being welded.
The MIG welding process is very fast, and very long continuous welds can be accomplished easily by this method.
TIG welding is a much less automated form of the same process. The “T” in TIG is the element that transfers the electric arc, but in this case is not the filler material that is added to the weld zone. The “T” stands for “Tungsten”. The tungsten is a thin rod that is clamped inside the gun, and the guns gas cone. When the weld gun trigger is depressed, electricity flows, and so does the inert gas. In this case the tungsten tip establishes the arc between the base metal, and the tungsten tip which melts the base metal. The tungsten is not consumed and adds nothing to the weld puddle. If filler metal is needed, it must be introduced in a rod form by the operator as required, with another hand.
TIG welding requires a higher degree of talent and training than MIG welding. It is also a much slower process.
So you might ask, why bother using the TIG method.
The TIG method is a much cleaner method of welding when a very high purity of materials is required in the weld zone, ie: pharmaceutical, food service, nuclear, and a whole slew of other applications.
The TIG method is also much more precise, which makes it a better choice for welding very thin metals.
Hope this answers the questions!
Further information about welding processes can be found thru Lincoln Electric, and Miller, the 2 major players in the welding equipment manufacturing.
Comments are closed - Categories: Uncategorized
Back somewhere in the early 1980s when we we’re getting into our first recession, Here at Palatine Welding Co., the orders were coming far and few between.
The Request for quotes weren’t coming in very well either.
There was very little for us to do besides organizing files and cleaning up things.
I don’t know about anybody else, But trying to keep busy when there’s very little to do makes for a very hard day. It’s easier to just be busy.
It’s a bit sad and depressing to think that the work that you’re putting out is not paying the bills and/or the payroll.
That’s when we came up with the bell ringer.
Each time the sales department presented a project with a purchase order to the order desk, the bell would be rung.
It was a feel-good moment for everybody when this bell was rung.
The salesperson felt good because he/she was responsible for the bell being rung.
The processing people felt good because they knew that they had something coming that was productive to work on.
The shop supervisor felt good because he knew that work was coming that he could keep his people in the shop busy with.
Ringing the bell is still with us since the early 1980s and it still makes us feel good each time the bell is rung with each new order.
Were still here, there’s still work to be done, and were proud of what we do.
Yours truly, Don Ellis, Sales/Estimator, Palatine Welding
Comments are closed - Categories: Uncategorized
See Shop walk Thru Video on You Tube. http://www.youtube.com/watch?v=yp94rv6YzHc
We’re very Busy right now. Go Team!!
Comments are closed - Categories: Uncategorized